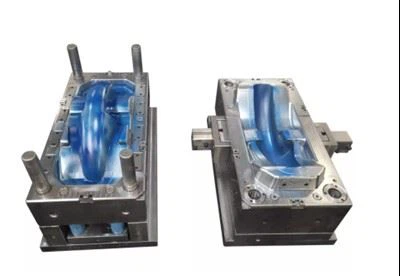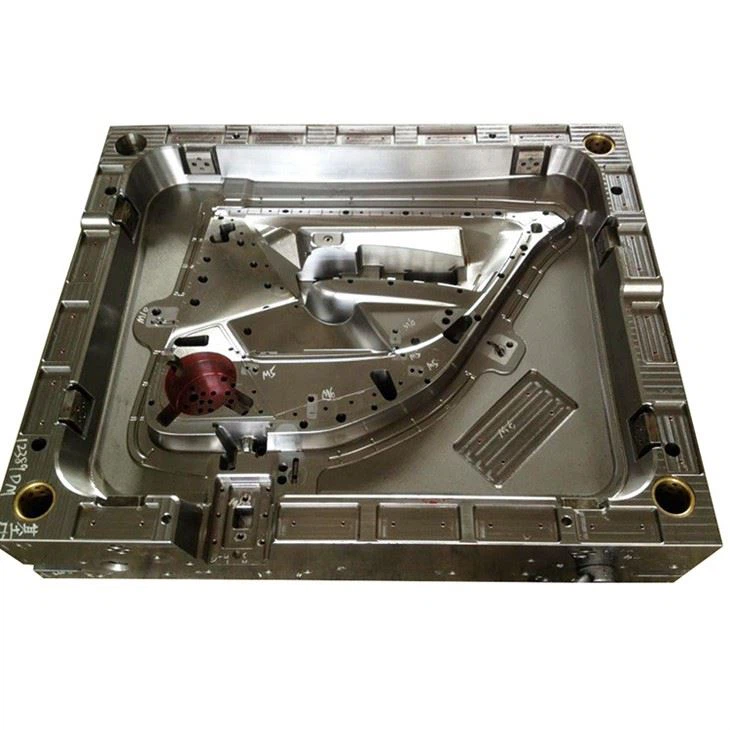





Форма для лиття пластику ручки дверей автомобіля
Ручка автомобільних дверей у сучасних автомобілях масового виробництва складається з основи ручки та ручки. Основа ручки з'єднана з кришкою багажника за допомогою гвинтів і пряжок. Це основна структурна частина і сила, що сприймає частину тіла. Деякі основи ручок також розроблені з входом для камери заднього виду. Ручка дверей автомобіля відноситься до частини, до якої торкається рука оператора під час перемикання багажника автомобіля, і зазвичай збирається на основі ручки за допомогою замикання, що вимагає певної міцності, зносостійкості та хорошої гнучкості. Для того, щоб гарантувати, що ручка може точно та надійно утримувати ручку, коли відкриті двері автомобіля перемикаються, дверна ручка автомобіля розроблена як тонкостінна глибока стовбурова структура, а зовнішня поверхня розроблена з малюнком шкіри.
Існують різні пластикові форми для лиття ручок дверей автомобіля, і різні дверні ручки автомобіля можна налаштувати відповідно до різних потреб. У той же час, ми також можемо зробити деяку поверхневу обробку на ньому, як-от хромування, покриття, захист від ультрафіолету, антистаріння тощо.
Технічні деталі
Пластикова форма для ручки дверей автомобіля
Матеріал дверної ручки автомобіля - PP плюс EPDM-T20, а ступінь усадки становить 1,012 відсотка. Швидкість усадки матеріалу для лиття під тиском слід враховувати при проектуванні розміру порожнини прес-форми та серцевини. Кути пластикових деталей заокруглені і прямокутні, товщина стінки 1,5 мм.
Вибір машин для лиття під тиском:
Пластикова форма для лиття під тиском дверної ручки автомобіля не вимагає особливих вимог до машин для лиття під тиском. Оскільки матеріалом є поліпропілен, необхідно використовувати комп’ютерну машину для впорскування з високим тиском упорскування та багатоступеневим керуванням. Сила затиску зазвичай визначається 3800 т/м3, а об’єм впорскування становить 20 відсотків -85 відсотків.
Температура плавлення:
Точка плавлення модифікованого ПП становить 160-175 градусів, а температура розкладання – 350 градусів, але встановлена температура не може перевищувати 275 градусів під час ін’єкційної обробки, а температура секції плавлення переважно становить 240 градусів.
Температура пластикової форми для лиття дверей автомобіля:
Температура форми становить 50-90 градусів. Для тих, хто має вищі вимоги до розміру, використовується висока температура прес-форми, а температура серцевини більш ніж на 5 градусів нижча за температуру порожнини.
Тиск впорскування:
Використовуйте вищий тиск упорскування (1500-1800бар) і тиск утримування (приблизно 80 відсотків тиску впорскування), перейдіть на тиск уприскування приблизно на 95 відсотках від повного ходу та використовуйте довший час утримування.
Швидкість впорскування:
Щоб зменшити внутрішню напругу та деформацію, слід вибрати високошвидкісне впорскування, але деякі марки ПП та форми не підходять (з’являються бульбашки та газопроводи). Використовуйте низьку швидкість впорскування та вищу температуру форми.